Сварка без зачистки – уникальная технология от GRAF Synergy и FIMTEC, позволяющая сваривать ПВХ-профиль без образования сварного наплава в угловых соединениях. Контур рамы или створки, сваренный по этой технологии, не требует зачистки и иной механической обработки после цикла сваривания.
Впервые технология сварки без зачистки была представлена профессионалам мирового оконного бизнеса 2012 году, в ходе выставки FENSTERBAU FRONTALE-2012, смело можно сказать, что эта презентация произвела ошеломляющий эффект.
В 2013 году первые серийные машины серии SL4-FF были введены в эксплуатацию на ряде оконных компаний России, Белоруссии, Германии, Италии, Франции, Польши и в ряде других стран. С легкой руки первых счастливых обладателей технология сварки без зачистки получила "народное" название – "бесшовная сварка", а продукт, выпускающийся при использовании данной технологии, – "бесшовные окна".
Создатели технологии сварки без зачистки, а точнее целого спектра инновационных технологий, – итальянская компания GRAF Synergy S.r.l. при содействии и участии компаний FIMTEC, Omron и Siemens. Уже в 2010 году в ходе совещания между руководителями GRAF Synergy и FIMTEC было принято решение о разработке принципиально новой технологии сваривания оконных профилей с целью соответствия изменяющимся потребностям мирового рынка оконных конструкций.
Компания GRAF Synergy входит в холдинг GRAF Group, производственные и конструкторские мощности которого сконцентрированы в регионе Модена, Италия, в самом сердце "моторной долины" неподалеку от легендарных заводов Ferrari и Automobili Lamborghini.
Помимо сварочных машин серии SL-FF, компания GRAF Synergy производит классические линии сварки и зачистки ПВХ-профилей, высокотехнологичные пильно-обрабатывающие центры, центры раскроя основных и вспомогательных профилей, автоматизированные системы транспортирования и логистики, использующиеся в производстве окон, дверей, фасадов.
GRAF Synergy отличается комплексным подходом к разработке и внедрению технологий обработки профилированных материалов, выпускает машины и оборудование для обработки профилей из ПВХ, алюминия и композитных материалов. Команда GRAF Synergy – это более 300 сотрудников, собственное конструкторское бюро, отдел перспективных разработок, собственная служба разработки программных продуктов и сервисов, служба входного и выходного контроля, служба технической поддержки и многие другие подразделения. Специализация GRAF Synergy – автоматизация производства оконных и дверных конструкций из профилированных материалов. Результат деятельности компании – сотни оконных производств по всему миру, использующие оборудование и технологии GRAF Synergy.
Технология сварки без зачистки запатентована под торговой маркой "V-Perfect" и защищена международным законодательством об авторских правах.
"V-Perfect" произвела фурор на мировом рынке окон и дверей и завоевала имидж технологического прорыва. С самого первого момента эта технология не оставила равнодушным никого, поэтому сразу стала обрастать легендами, мифами, разнообразными "экспертными мнениями". Даже спустя много лет некоторые из этих мифов продолжают существовать – "сварка лазером", "сварка трением", "склеивание".
Сегодня одни профессионалы оконного рынка хорошо знакомы с принципами работы машин семейства SL-FF, другие же знают про технологию сварки без зачистки "понаслышке" и лишь в общих чертах. В этой статье мы расскажем подробно про сварку без зачистки, прокомментируем существующие мифы и поделимся опытом использования данной технологии на оконных производствах в разных странах мира.
Предпосылки создания технологии сваривания без последующей зачистки
Развитие мировой индустрии ПВХ-окон привело во многих странах к насыщению рынка, массовому изготовлению однотипных изделий и уменьшению рентабельности бизнеса.
Металлопластиковое окно перестало быть уникальным продуктом. Для привлечения клиентов и увеличения сбыта, производители профильных систем стали выводить на мировой рынок все новые и новые эксклюзивные продукты, создавая профильные системы со сложной геометрией, с использованием инновационных материалов, экструдировать ПВХ-профили с покрытием из акрила, стекловолоконным или коэкструдирванным алюминиевым армированием, покрывая поверхность ПВХ профиля металлизированной краской, ламинационной пленкой, используя для покрытия ПВХ профиля шпон из натуральной древесины или алюминиевые накладки с двух сторон профиля.
Запрос на уникальный продукт обнажил существенную проблему – оказалось, что для переработки инновационных профилей "классическая" технология сварки и зачистки ПВХ-профиля, принятая во всем мире, консервативная и неизменная на протяжении более чем полувека, исчерпала себя и не может обеспечить технические решения для производства окон нового поколения.
Сложная геометрия и инновационные материалы, используемые при экструзии профиля, усложнили его переработку на оконных производствах и увеличили долю ручного труда – вплоть до использования аэрографов для "подкрашивания" угловых соединений цветных профилей после зачистки.
Стремясь успеть за производителями профилей, производители оборудования шли по пути усовершенствования оборудования для сварки и зачистки профиля после сварки. Одной из первых технологий, улучшающих внешний вид изделия, стала технология регулировки толщины сварного наплава на сварочных машинах от 2 мм для белого профиля до 0,2 мм для ламинированного и цветного профиля с целью уменьшения ширины канавки, необходимой для зачистки сварного соединения. Эта технология в совокупности с зачисткой лицевых поверхностей профиля ножами без создания канавки (гладко) используется и сейчас.
Второе усовершенствование касалось использования в зачистных машинах специальных ножей и дополнительных агрегатов для зачистки лицевых поверхностей и внешних и внутренних углов со сложной геометрией.
Ни одна из этих технологий и даже их совокупность на сегодняшний день не позволяет решить всех задач по переработке сложных профилей. После сварки и зачистки такие углы все равно приходиться дозачищать вручную и подкрашивать. Внешний вид таких изделий при современных высоких требованиях оставляет желать лучшего.

Угол створки ламинированного ПВХ после сварки, зачистки и подкрашивания
Конструкторы компании GRAF Synergy пересмотрели две устоявшиеся традиционные технологические операции: сварки и последующей зачистки – и вместо них разработали новую технологическую операцию – сваривание профиля таким образом, чтобы сварной наплав не образовывался на внешнем контуре углового соединения профиля при сваривании. Эта операция была реализована в 4-головочной сварочной машине SL4-FF.
SL4-FF EVO – сварочный автомат, работающий на технологии сварки без зачистки
Отличие технологии сваривания без необходимости последующей зачистки от традиционной технологии сваривания ПВХ профилей
На участке распила ПВХ профиль пилится из хлыстов на заготовки расчетной длины. Длина заготовки, отпиленной под углом в 45˚, учитывает габарит будущей конструкции плюс 3 мм на каждую сторону для последующей уварки. Т.е. суммарно длина заготовки пилится на 6 мм длиннее будущей стороны окна. Готовые заготовки поступают на участок сварки. После укладки заготовок, позиционирования по упорам и фиксации начинается цикл разогрева.
Классическая технология сваривания
После загрузки и центровки заготовки ПВХ-профиля соприкасаются со сварочными зеркалами, температура которых варьируется в диапазоне от 230˚С до 250˚С в зависимости от требований производителей профильной системы. Часть профиля ПВХ расплавляется до жидкого состояния, часть становится пластичной, при этом сохраняя механическую стабильность и приобретая способность к диффузии, на основании которой и построена технология сваривания. После окончания цикла разогрева, который длится 25-40 секунд, сварочные зеркала убираются и заготовки профиля стыкуются между собой с некоторым усилием со стороны исполнительных механизмов сварочной машины. Часть расплавленного материала при сдавливании формирует сварной наплав в месте сваривания, который впоследствии необходимо обрабатывать (срезать и сфрезеровывать) на отдельном производственном участке.

Угол створки ПВХ окна после сварки по классической технологии. Отчетливо виден сварной наплав по всей плоскости сваривания
После остывания сваренный периметр рамы либо створки будущего оконного блока поступает на зачистку углов от наплава. Зачистке подлежат лицевые поверхности, внешний и внутренний угол, область вокруг паза под уплотнение и сам паз, либо область под протянутым уплотнением, при использовании профиля с коэкструдированным или протянутым уплотнением. Для этих целей используются зачистные станки, как правило, с ЧПУ-управлением.
После зачистки по классической технологии белого профиля на лицевых поверхностях остаются характерные канавки шириной 2,5-3 мм и глубиной до 0,4 мм.
Ламинированный профиль сваривается либо по такой же технологии с последующей закраской канавки, либо с меньшей толщиной шва и зачисткой без паза. В этом случае либо подкрашивается шов меньшей ширины, либо он вообще не подкрашивается. Внешний и внутренний угол зачищаются при этом одинаково.

Угол створки ПВХ окна после зачистки по классической технологии на зачистном станке с ЧПУ
На фотографии выше видны последствия зачистки: перьевая фреза зачистила паз под уплотнение, дисковая фреза зачистила внешний угол, зачистные ножи зачистили лицевые поверхности, создав характерную канавку.
Технология сваривания без последующей зачистки

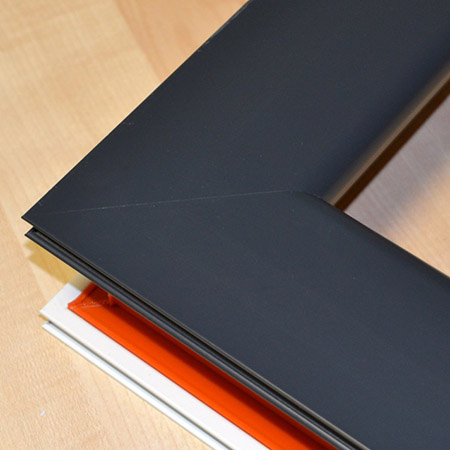
Профиль ПВХ после сварки на SL4-FF – зачищать тут нечего
В отличие от классической технологии сваривания, при использовании технологии сварки без зачистки, на сварочной машине SL4-FF после загрузки и центровки заготовок выполняется фрезерование части профиля в месте будущего сваривания при помощи специальных агрегатов с ЧПУ-управлением.
Фрезерные агрегаты на борту сварочного автомата устраняют погрешности длины и углов распила заготовки, очищают срез профиля от загрязнений, а специальные щетки и аспирационная установка удаляют стружку из зоны сваривания.
Фрезы на агрегатах изготовлены из HM-сплава высокой износостойкости. В результате фрезерования профиля по особому алгоритму появляется возможность формировать сварочный наплав внутри свариваемого профиля, не допуская его попадания на лицевые и иные внешние поверхности профиля.
Точное позиционирование и высокая прецизионность машины SL4-FF позволяют фрезерным агрегатам сфрезеровывать покрытия либо накладки на профиль, даже если они выполнены из несвариваемых материалов (например, алюминиевые накладки, деревянный шпон), и стыковать их без зазора в ходе сваривания основного профиля.

Профиль ПВХ с покрытием из шпона натуральной древесины
Профиль ПВХ с накладками из алюминия с двух сторон
Следующим отличием является специальное исполнение сварочных зеркал, а точнее накладок на сварочные зеркала. В классической технологии используется сварочное зеркало в виде пластины, на которую надевается рукав или наклеивается PTFE пленка (тефлоновая пленка), которая представляет собой основу из стеклоткани, пропитанной антипригарным покрытием.
В сварочной машине SL4-FF используются специальные антипригарные рифленые накладки на сварочное зеркало, образующие структуру шип-паз, который увеличивает площадь сварного шва в два раза для увеличения прочности соединения.
При сварке по классической технологии оператор станка сам протирает пленку от следов пластика, а в сварочной машине SL4-FF это происходит автоматически по заданной программе специальными щетками.
Создание технологии сваривания без необходимости последующей зачистки повлекло за собой множество «побочных» улучшений, например:
- полностью решена проблема наплава под коэкструдированным или протянутым уплотнением – так называемая шишка под уплотнительной резинкой в углах конструкции;
- полный отказ от зачистного станка и как следствие уменьшение используемой площади.
Основные технологии и характеристики сварочного автомата SL4-FF
- Полное отсутствие сварного наплава и необходимости зачистки;
- Единственная в мире машина, обеспечивающая сваривание профилей с накладками и покрытиями из несвариваемых материалов;
- Сваривания профилей с коэкструдированным композитным или алюминиевым армированием;
- Максимальные размеры свариваемой конструкции, мм: 3200х2800 – базовый размер, 3200х4000, 3600х2800, 3600х3200, 3600х4500, 4000х2800, 4500х2800;
- Минимальные внешние размеры свариваемого профиля: 400х400 мм;
- Диапазон высоты свариваемого профиля: 58÷130 мм (опционально до 180 мм);
- Диапазон ширины свариваемого профиля: 40÷130 мм (опционально до 140 мм);
- Программное и аппаратное обеспечение для П-образного сваривания заготовок;
- Параллельная подача рабочих агрегатов в ходе выполнения сварочного цикла;
- Четыре фрезерных агрегата с ЧПУ-управлением;
- Независимое ЧПУ-управление рабочими агрегатами каждой сварочной головы;
- Программирования профиля как по DXF-чертежу, так и по JPG-файлу;
- Система точной программной настройки машины для каждого артикула профиля;
- Система обмера всех заготовок профиля по высоте при загрузке профиля в машину;
- Автоматическая корректировка погрешностей реза до +2 мм по длине заготовки;
- Автоматическая корректировка погрешностей профильных заготовок по углу запила;
- Сканер штрих-кода с программным обеспечением;
- Аспирационная система ECO-POL для удаления стружки из зоны фрезерования;
- Система автоматической выгрузки сваренного контура по окончании рабочего цикла;
- Система удаленного контроля и диагностики сварочной машины через сеть Internet;
- Экономия площади производственного помещения: для установки машины требуется только 25 м2;
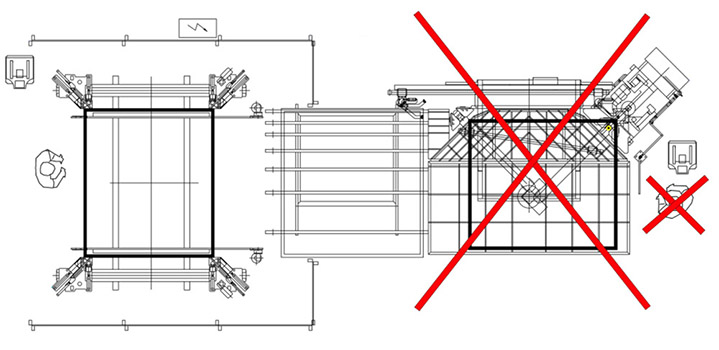
SL4-FF позволяет отказаться от зачистного автомата
- Система автоматической корректировки погрешности профильных заготовок по высоте до 0,7 мм;
В расчетных программах, формирующих файл задания, происходит оптимизация распила профиля, благодаря которой заготовки, формирующие периметр будущего контура, могут быть из разных партий и с разной высотой. Система станка замеряет высоту заготовок и автоматически корректирует обработки заготовок, чтобы исключить перепад по высоте. Если перепад будет больше 0,7 мм, машина оповестит оператора.
- Высокая прочность сварных соединений за счет увеличения площади сварного шва;
- Высокая прочность сварных соединений за счет увеличения площади сварного шва;
- Обеспечение идеального внешнего вида и качества сварных соединений на ПВХ-профилях любой сложности.
Миф 1: SL4-FF – это “машина для выставок”
Самый первый миф, родившийся молниеносно, повествовал о том, что технология сварки без зачистки создана исключительно для выставок и для привлечения внимания, в реальных же "полевых" условиях оконных производств машина SL4-FF работать не сможет.
К моменту написания этой статьи прошло уже 8 лет, по всему миру реализовано и внедрено в промышленную эксплуатацию более 500 (!!!) машин SL4-FF. Машины трудятся на благо оконных компаний в Европе, России, Белоруссии, Великобритании, Австралии, Новой Зеландии, Южной Корее, Китае, Японии, Монголии, Турции, Северной и Южной Америке. (Только сейчас спохватились, что один континент все же не охвачен технологией сварки без зачистки – Антарктида. Будем над этим работать.)
На территории одной из европейских стран работает производство, на котором используются сразу 25 сварочных автоматов SL4-FF. Более того, для многих компаний внедрение технологии сварки без зачистки стало де-факто эталоном – большинство компаний, получив опыт выпуска изделий по технологии V-Perfect приходят к отказу от классических сварочно-зачистных линий, создавая новые стандарты качества и внешнего вида изделий.
Миф 2: высокая стоимость сварочного автомата SL4-FF
Мы намеренно затронули эту тему, ведь здесь важно понимать, о чем идет речь: высокая стоимость в абсолютных единицах или в сравнении с другими станками?
Считаем, что первый подход является некорректным, так как он не учитывает такие материальные факторы, как конкурентные преимущества и необходимость в приобретении или наличии других станков, выполняющих операции по сварке и зачистке.
Если сравнивать стоимость сварочного автомата SL4-FF с другими станками, нужно понимать, что аналога этому станку нет. Наиболее близко этому станку соответствуют линии сварки-зачистки с ЧПУ управлением. Причем не просто линии, а линии в максимальной комплектации: сварочные автоматы с параллельной подачей, с автоматической перестановкой толщины сварного шва с 2 мм на 0,2 мм, со штампами для обжима уплотнений, с ножами для подрезки протянутого уплотнения.
Зачистные автоматы тоже должны иметь максимальную комплектацию по инструментам и ножам для зачистки лицевых поверхностей с канавкой или гладко, для зачистки криволинейных лицевых поверхностей, внутренних и внешних углов с разной геометрией. И даже в этом случае сравнение будет не совсем корректно, так как даже в максимальной комплектации классические сварочно-зачистные линии не в состоянии реализовать все возможности сварочного автомата SL4-FF.
Качество и внешний вид изделий, изготовленных на сварочных автоматах SL4-FF, а также возможность выпускать уникальный продукт, отличающийся от 95% одинаковых "белых квадратиков", выпускаемых основной массой оконных компаний, в совокупности дают производителю, использующему технологию "сварка без зачистки", мощнейшее конкурентное преимущество, которое можно и нужно использовать для:
- увеличения своей доли рынка;
- наращивания объема продаж и производства;
- повышения маржинальности продаж;
- увеличение доли цветных окон относительно доли белых;
- наращивание доли высокомаржинальных оконных блоков относительно доли "стандартных" в духе "дешево, но сердито".
Задача предпринимателя – оценить потенциал данного конкурентного преимущества и извлечь максимум из маркетингового потенциала технологии V-Perfect – сварка без зачистки. Ну и, конечно, организовать гармоничное внедрение сварочного автомата SL4-FF в существующий производственный комплекс.
Миф 3: высокая стоимость обслуживания и расходных материалов сварочного автомата SL4-FF
При использовании линии сварки-зачистки по классической технологии используются следующие расходные материалы:
- тефлоновая пленка;
- дисковая фреза для зачистки внешнего угла;
- пальчиковые фрезы сверху и снизу для зачистки паза и области вокруг паза под уплотнение;
- грибовидная фреза для зачистки под протянутым уплотнением сверху и снизу;
- зачистные ножи для лицевых поверхностей с канавкой и без нее сверху и снизу;
- зачистные ножи для зачистки внутреннего угла сверху и снизу.
Для работы сварочного автомата SL4-FF необходимы следующие расходные материалы:
- фрезы зоны фрезерования (изготовлены из HM-сплава, со специальным напылением);
- антипригарные рифленые накладки на сварочное зеркало, образующие структуру шип-паз. Ширина и длина накладок позволяет использовать их 4 раза, меняя правую-левую и верхнюю-нижнюю стороны. Покрытие накладок по мере износа может восстанавливаться за разумную стоимость.
Также к расходным материалам можно отнести щетки для очистки сварочных накладок; щетки вокруг фрез; штампы для обжима лицевых поверхностей, при этом срок их амортизации достаточно длительный.
Миф 4: сложность в программировании и в работе оператора на сварочном автомате SL4-FF
Для работы на сварке требуется программирование профилей, которые будут свариваться на этой машине. Программирование выполняется однократно. Бортовое программное обеспечение машины имеет дружелюбный наглядный интерфейс и позволяет использовать для программирования DXF-чертеж или JPG-файл.
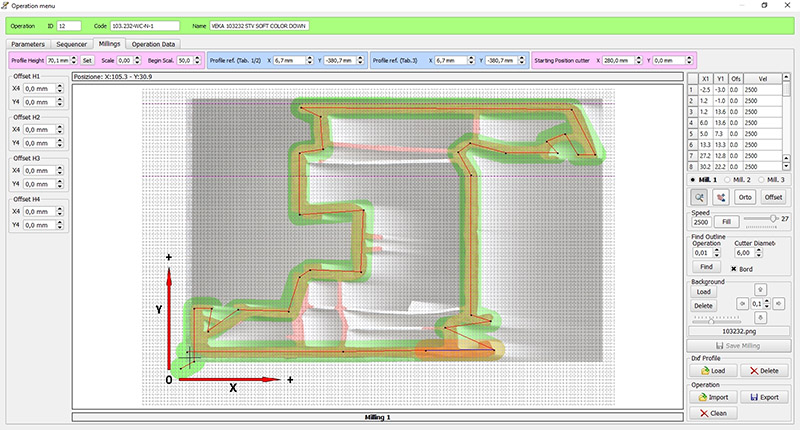
Интерфейс программирования профиля в сварочном автомате SL4-FF
Программа позволяет оператору легко вносить корректировки. Файл задания на сварку пересылается по внутризаводской сети и высвечивается списком. Также очередность может быть сформирована сканированием штрих-кодов этикеток, которыми маркируются заготовки профиля на этапе распиловки. Требования к квалификации оператора сварочного автомата сводятся к следующим: обучаемость, желание работать, базовые навыки работы с ПК.
Укладка заготовок в сварочную машину ничем не отличается от классической 4-головочной сварочной машины. При смене артикула профиля машина SL4-FF напомнит оператору, что нужно сменить цулаги. Для особо рассеянных предусмотрен вариант цулаг с чипом, чтобы машина могла проверить соответствие цулаг артикулу профиля.
Миф 5: сварочный автомат SL4-FF плохо сваривает профили бюджетного сегмента
Конечно, наиболее полно SL4-FF реализует свой потенциал на сложных, цветных профилях, профилях с различными несвариваемыми поверхностями или накладками. Но и с бюджетным сегментом SL4-FF справляется без ограничений. Сведение, а соответственно и усилие сжатия, контролируется сервоприводами. Это значит, что на любом профиле можно добиться максимальных значений прочности сварного соединения.
Миф 6: для обслуживания сварочного автомата SL4-FF необходим штат сотрудников с высшим техническим образованием
Элементная база сварочного автомата SL4-FF состоит из известных, надежных и широко представленных на российском рынке компонентов таких производителей, как: OMRON, HIWIN, Pneumax. Периодическое обслуживание сварочного автомата SL4-FF ничем не отличается от обслуживания сварочных машин других производителей, имеющих аналогичную элементную базу.
Миф 7: производительность сварочного автомата SL4-FF намного ниже производительности четырехголовочных сварочных машин
На SL4-FF цикл укладки, позиционирования, сваривания и остывания ничем не отличается от цикла классической сварочной машины. Сварочный автомат SL4-FF имеет такие же рекомендованные производителями профильных систем параметры температуры на сварочных зеркалах и временные характеристики на разогрев и остывание, как и классические сварочные машины, но за счет применения сервоприводов на исполнительных механизмах цикл этих операций сокращается, а значит и производительность сварочной машины увеличивается.
С другой стороны, в сварочном автомате SL4-FF присутствует дополнительная операция фрезерования, время которой зависит от сложности обработок конкретного профиля (на обработку несвариваемых поверхностей уходит больше времени, чем на обработку стандартного профиля). Суммарно производительность сварочного автомата SL4-FF равна производительности стандартных четырехголовочных сварочных машин.
Внедрение технологии сваривания без необходимости последующей зачистки, созданной компанией GRAF Synergy S.r.l., послужило катализатором развития оконной индустрии. Технология сняла ограничения на создание сложных форм профилей и развязала руки дизайнерам и разработчикам новых эксклюзивных профильных систем.
С другой стороны, внедрение технологии привело к попыткам других производителей оборудования создать сварочные машины, которые могли бы составить конкуренцию SL4-FF. Все эти разработки доказывают правильность выбора пути развития в сторону новых стандартов внешнего вида готового изделия.
В этой статье мы постарались понятно и доступно осветить технологию сваривания без необходимости последующей зачистки. Надеемся, что теперь для Вас не является секретом, чем обеспечивается уникальный внешний вид готовых изделий, изготовленных по технологии V-Perfect, позволяющий владельцам сварочных автоматов SL4-FF получить бесспорное конкурентное преимущество.
Компания FIMTEC представляет технологию сварки без зачистки V-Perfect на российском рынке. Будем рады содействовать Вашему успеху! Всегда готовы ответить на любые Ваши вопросы!
Четырехголовочный сварочный автомат SL4-FF EVO
© FIMTEC