Производство металлопластиковых окон состоит из множества этапов – технологических операций. Одной из самых важных технологических операций в процессе изготовления ПВХ-окна является сварка ПВХ-профиля. На этом этапе из заготовок рам и створок формируется периметр будущего окна. В этой статье мы разберем основы технологии и виды сварочных машин (станков) по их функциональному назначению.
Сварка ПВХ-профиля
Если вы только собираетесь работать в оконной сфере или хотите изучить технологию производства окон, необходимо сразу пояснить, что, хотя окно и называется “металлопластиковым”, никакой сварки металла не происходит.
Основным компонентом оконного профиля является ПВХ – поливинилхлорид с различными добавками: пластификаторами, термостабилизаторами, наполнителями и красителями. Точные пропорции этих добавок держатся фирмами-производителями профилей (профилистами) в тайне. Температура плавления этих смесей варьируется от 150 до 250˚C и указывается в папках переработчика к профилю.
Существуют различные способы соединения твердых пластмасс между собой: механический способ (с помощью фиксаторов, трением), химический способ (растворителем), при помощи ультразвука, газа, лазера и т.д. Наиболее распространенной технологией при изготовлении ПВХ-окон является термосваривание. Эта технология основана на нагреве ПВХ-профиля с соблюдением трех важных условий: температуры, давления и времени. Среди профессионалов оконного рынка эта технология и называется сваркой ПВХ-профиля.
Почему же окна называются металлопластиковыми? Внутрь ПВХ-профиля в специальную камеру устанавливается металлический профиль для придания жесткости всей конструкции. Это металлическое армирование крепится к стенкам ПВХ-профиля по всей длине, но не сваривается в углах. Таким образом, в металлопластиковых окнах происходит сваривание только ПВХ-профиля.
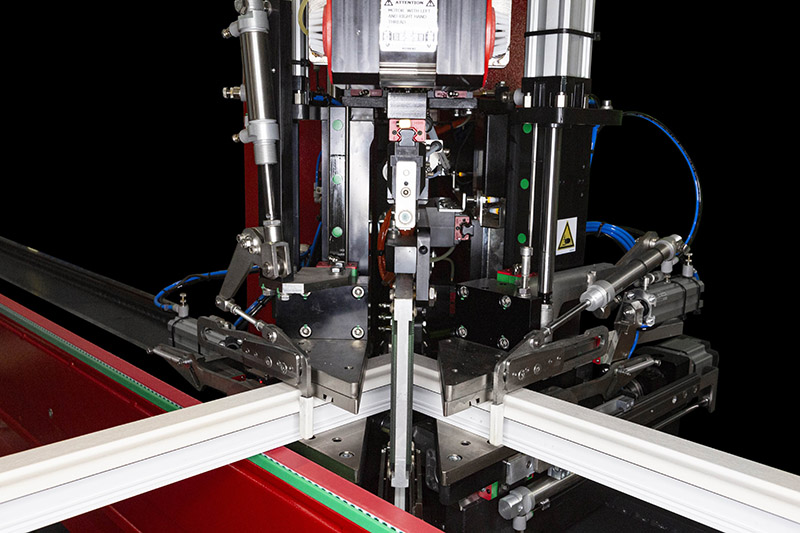
Несмотря на большое разнообразие применяемых технологий и конструктивных особенностей, каждая сварочная голова сварочной машины имеет в своем составе нагревательное зеркало в виде пластины с тэном и термоэлементом, на которую надевается рукав, крепятся специальные накладки или наклеивается тефлоновая (PTFE) пленка. PTFE-пленка представляет себой основу из стеклоткани, пропитанной антипригарным покрытием. Температура на сварочных зеркалах поддерживается в районе 230-250˚С.
Сварочная голова: ограничительные ножи, цулаги, зеркало с тефлоновой пленкой
Для работы с различными профильными системами требуются специальные контрпрофили (цулаги) для правильного позиционирования конкретного профиля в станке.
Цикл сваривания проходит в несколько этапов:
- Укладка профиля
- Позиционирование
- Разогрев
- Сваривание
- Остывание сваренного профиля
Все параметры сваривания (температура зеркала, давление, время плавки и охлаждения и т.д.) настраиваются в соответствии с рекомендациями производителя профиля.
Самыми важными показателями для сварки ПВХ-профиля являются геометрия окна и прочность сварного соединения.
В соответствии с рекомендациями производителей профиля сварочный цикл настраивается таким образом, чтобы сварочный наплав выглядел равномерным по всей длине. Цвет сварного наплава для белого профиля должен быть белым, не должно быть следов жжения и “пузырей”. Следы жжения – это результат перегрева ПВХ-профиля, который приводит к разрушению его структуры. Пузыри указывают на слишком низкую температуру сварочных зеркал и, как следствие, низкое качество сварного соединения.
На качество сварного шва оказывают влияние и множество других факторов: точность длины распила, точность угла распила, реальная температура сварочного зеркала в разных точках, температура профиля и температура в помещении, влажность в помещении, стружка ПВХ и стружка от армирования на срезе, конструкция контрпрофилей (цулаг), масло, сквозняки.
Прочность сварного соединения проверяют с определенной периодичностью, используя для этих целей специальный тестовый стенд или подвешивая груз на отпиленный уголок. Расчетные значения прочности угловых соединений для профилей конкретных сечений устанавливают в технической документации изготовителя и в ГОСТах: ГОСТ 30674-99, ГОСТ 30673-99.
Для процесса сваривания ПВХ-профиля используются специальные сварочные машины.Все сварочные машины можно классифицировать:
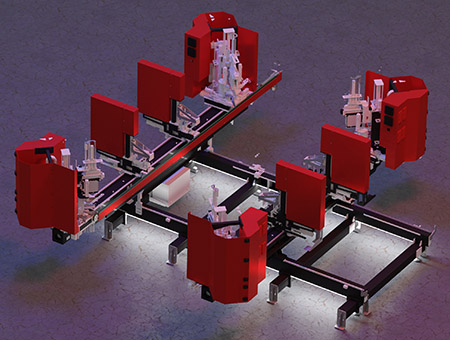
1. По количеству сварочных голов: у сварочной машины может быть одна, две, четыре и даже 6 или 8 сварочных голов. Соответственно, за один цикл одноголовочная сварка сварит только один угол, двухголовочная – два угла, четырехголовочная – четыре угла. шестиголовочная машина позволит одновременно со сваркой 4-х углов производить вваривание импоста в раму (импост – элемент окна, разделяющий оконный или дверной проем).
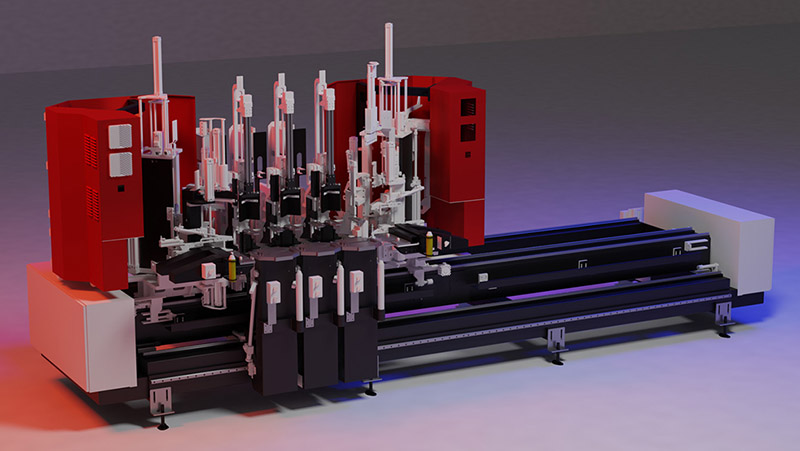
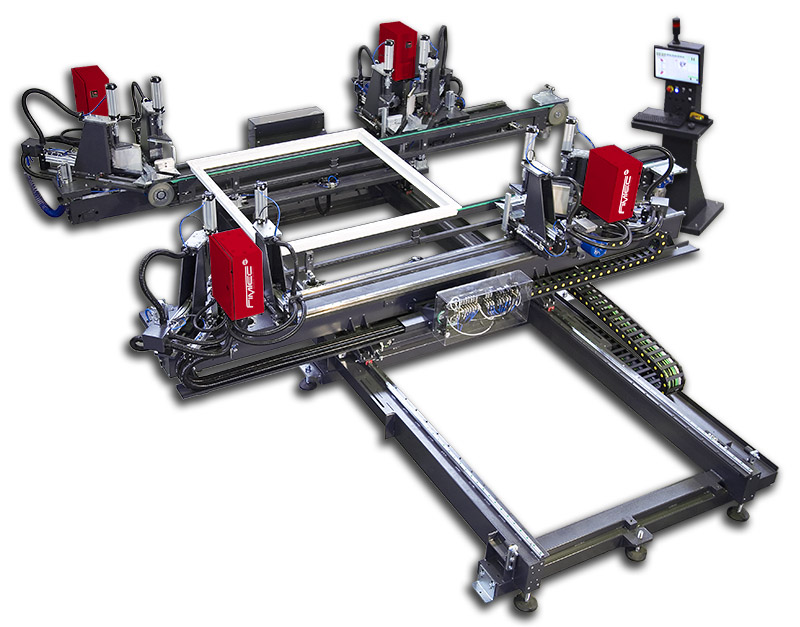
SL6 Q – автоматическая шестиголовочная сварочная машина для сваривания прямоугольных конструкций с одновременным прямым ввариванием импоста в раму
2. По конструктивным особенностям сварочные машины могут быть отдельностоящими или в составе сварочно-зачистной линии, могут быть вертикального или горизонтального исполнения, с рядным исполнением сварочных голов или образующих прямоугольный периметр, с диагональным или параллельным сведением голов, с фиксированной или изменяемой (от 0, 2 до 2 мм) толщиной сварного наплава.
3. По производительности сварочные машины могут быть со стандартным или сокращенным циклом сварки. Сокращенный цикл сварки означает более высокую производительность.
Пример сварочной машины с ускоренным циклом – SL4-FS. Сервоприводы позволяют выполнять сведение профилей с регулируемой скоростью, которая контролируется программой. В результате получаем ускоренный цикл сварки, более высокую производительность и более прочное угловое соединение.
Также повышение производительности можно добиться за счет увеличения температуры и/или площади сварочного зеркала и возможности сваривать одинаковые периметры в два этажа (два контура одновременно).
4. По функциональности. Однофункциональные станки выполняют только одну технологическую операцию – сварку ПВХ. Многофункциональные станки выполняют несколько технологических операций, например, сверление, фрезерование, вваривание импоста.
5. По степени автоматизации сварочные станки можно разделить на ручные (настольные), стандартные и сварочные автоматы. Под стандартными сварками понимаются отдельностоящие сварочные одноголовочные и двухголовочные станки, укладка и позиционирование заготовок на которых происходит вручную. Сварочные автоматы имеют ЧПУ управление по осям, что позволяет сварочным головам позиционироваться по заданному размеру, а все необходимые параметры для сварки каждого профиля на этих станках однократно программируются.
Сварочные машины на российском рынке представлены производителями из Европы, Турции и Китая. Некоторые производители предлагают всего несколько моделей сварочных машин, у других модельный ряд шире.
Рассмотрим основные типы сварочных машин на примере линейки компании FIMTEC, начиная со стандартных машин, проверенных временем и зарекомендовавших себя как неприхотливые и надежные, и заканчивая сварочными автоматами последнего поколения с новейшими уникальными технологиями.
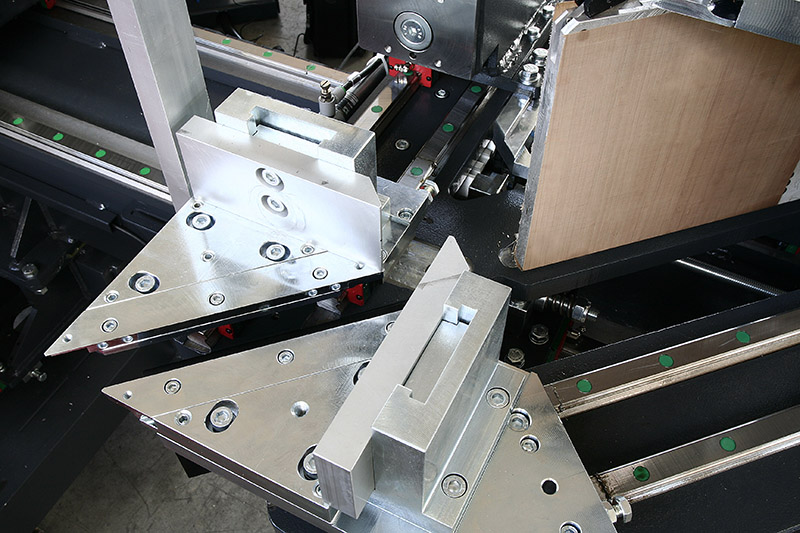
Это универсальная категория сварочных машин производительностью до 30 стандартных ПВХ-окон за восьмичасовую смену. Эти машины позволяют сваривать как прямоугольные конструкции, так и нестандартные изделия с острыми и тупыми углами: трапеции, треугольники и т.д. Особенностью этих машин является широкое и высокое сварочное зеркало для возможности сваривать различные профили под острыми углами. Примеры таких машин: SL V, SL TV.

SL V – одноголовочная сварочная машина для углов 30° – 180°

SL TV – одноголовочная сварочная машина для углов 30° – 180° с возможностью T-образного сваривания
SL V – машина для сварки прямоугольных и нестандартных конструкций. На машине можно сваривать белый профиль с толщиной сварного шва 2 мм и ламинированный профиль с толщиной шва 0,2 мм. Сварка встык, под прямым углом и под острым углом до 30°. Высокое и широкое сварочное зеркало позволяет сваривать дверные профиля под острыми углами.
SL TV – отличается от предыдущей машины возможностью V- образного вваривания импоста, Т-образного сваривания и сваривания крестом. Технологическая производительность обеих машин: 4 угла за 8 мин.
Производительность двухголовочных машин – до 60 стандартных ПВХ-окон за восьмичасовую смену. Основное назначение – одновременное сваривание двух углов под 90°. Также машины могут сваривать нестандартные конструкций с острыми и тупыми углами (трапеции и треугольники). Ширина сварного шва для белого профиля: 2 мм, для ламинированного: 0,2 мм. Представлены варианты исполнения машин с различными максимальными длинами сваривания. Машины могут быть оборудованы жидкокристаллическим дисплеем. Множество вариантов исполнения машин с различным набором опций обеспечивают выбор необходимой конфигурации станка.
Примеры машин данного типа:
SL2-2 – сварочная машина с фиксированной толщиной сварного шва 2 мм для белого профиля или 0,2 мм в версии для ламинированного профиля. Одна из самых распространенных двухголовых сварочных машин на российском рынке. Простая и надежная сварочная машина.

SL2-2 – двухголовочная сварочная машина
SL2 E – сварочная машина с фиксированной толщиной сварного шва 2 или 0,2 мм (указывается при заказе). Одна из самых распространенных двухголовочных сварочных машин на российском рынке благодаря своей простоте и надежности.
SL2 VE – отличие данной модели – возможность плавной настройки угла сварки в пределах от 30° до 180° на правой голове.
Технологическая производительность машин линейки SL2: 4 угла за 4 минуты.
Как следует из названия, в рядных сварочных машинах головы располагаются в ряд. Главной особенностью таких машин является возможность разворота сварочных голов навстречу друг другу и возможностьV-образного вваривания импоста.
Разворот сварочных голов позволяет выполнять Н-образное вваривания импоста и сварку нестандартных конструкций с острыми и тупыми углами (трапеции и треугольники). Также эти машины могут делать Т-образное и крестовое сваривания белого профиля со стандартной шириной сварного шва 2 мм и ламинированного профиля с шириной шва 0,2 мм.
Рядные сварочные машины универсальны – со сваркой стандартных прямоугольных конструкций они также отлично справляются.
Технология V-образного вваривания импоста не получила широкого распространения в России, но пользуется популярностью в странах Европы. При использовании этой технологии обеспечивается замкнутый контур окна и многим нравится внешний вид конструкций с V-образной вваркой импоста.
Забегая немного вперед, хотим сказать, что это не единственная технология, обеспечивающая вваривание импоста. Компания FIMTEC предлагает своим клиентам сварочные машины, обеспечивающие прямое вваривание импоста без необходимости V-образного выреза.
Рассмотрим машины серии SL-UNI. Все машины этой серии позволяют выполнять плавную регулировку угла сварки от 30° до 180°. Толщина сварного шва выставляется в 2 или 0.2 мм для сварки белого и цветного профиля соответственно. Благодаря выравниванию всех сварочных голов машины могут выполнять одновременное вваривание одного, двух (на четырехголовочных машинах) или трех (на пятиголовочных машинах) импостов.
Рядные сварочные машины серии UNI
SL2 UNI – двухголовочная сварочная машина для одновременной сварки двух углов под 90°, а также H-образных, ТТ-образных, крестовых и нестандартных конструкций с острыми и тупыми углами (трапеций, треугольников и т.п.).

SL3 UNI – универсальная трехголовочная сварочная машина (1 универсальная голова и 2 универсальные поворачиваемые головы) для одновременной сварки двух прямоугольных углов, П-образных конструкций под углом 90°, H-образных, ТТT-образных, нестандартных конструкций.
SL4 UNI – универсальная сварочная машина с четырьмя универсальными поворачиваемыми сварочными головами позволяет одновременно сваривать три прямоугольных угла или вваривать два импоста в прямоугольную конструкцию.
SL5 UNI – универсальная пятиголовочная сварочная машина (3 универсальные головы и 2 универсальные поворачиваемые головы) позволяет одновременно сваривать четыре прямоугольных угла или вваривать три импоста в прямоугольную конструкцию.
За пределами линейки UNI стоит отметить машину SL5-TFF EVO для сварки двух углов под 90° и одновременного V-образного вваривания до трех импостов. Уникальность данной машины – сварка без образования наплава (технология V-Perfect) и возможность сваривать прифили из композитных материалов (профили ПВХ с алюминиевыми либо деревянными накладками, профили с несвариваемыми покрытиями, такими как алюминиевая фольга, деревянный шпон, акриловое покрытие). Сварное соединение не требует последующей зачистки.
SL5-TFF EVO – рядная пятиголовочная машина на технологии V-Perfect – сварка выполняется без образования наплава, угловое соединение не требует последующей зачистки
Основное назначение машин данной категории – одновременная сварка всех углов рамы или створки.
Чаще всего сварочные машины (станки) имеют горизонтальное исполнение, что позволяет встраивать их в единую линию с зачистным станком.
Сварочные машины имеют различные базы и большой набор опций, расширяющих функциональность сварочной машины. Примеры функциональных особенностей машин, которые могут присутствовать в базовой комплектации или в качестве дополнительных опций:
- параллельное или диагональное сведение голов;
- автоматическая перестановка толщины сварного шва с 2 мм. на 0,2 мм;
- сверление под импост во время цикла сварки;
- прямое вваривание импоста без необходимости V-образного выреза в раме;
- система для обжима уплотнений при использовании протянутого или коэкструдированного уплотнения.
У компании FIMTEC машины данного типа представлены линейкой SL4 с технологической производительностью 120-150 изделий за восьмичасовую смену.
Машины могут быть отдельностоящими или в составе линии с поворотной станцией и зачистным станком. Машины автоматически выполняют позиционирование сварочных голов, нагрев, сварку и охлаждение. По завершении последней операции сваренная рама транспортируется на стол охлаждения для последующей зачистки.
Примеры “классических” четырехголовочных машин:
SL4-4 – четырехголовочная сварочная машина бюджетного класса для сваривания прямоугольных конструкций с фиксированной толщиной сварного шва, которая указывается при заказе.
SL4 U – четырехголовочная сварочная машина представляет собой “конструктор” с большим выбором опций, расширяющий ее функциональные возможности. Машина может быть укомплектована автоматической системой перестановки толщины сварного шва, параллельным или диагональным сведением сварочных голов, системой для обжима уплотнений при использовании протянутого или коэкструдированного уплотнения и опцией сваривания П-образных конструкций.
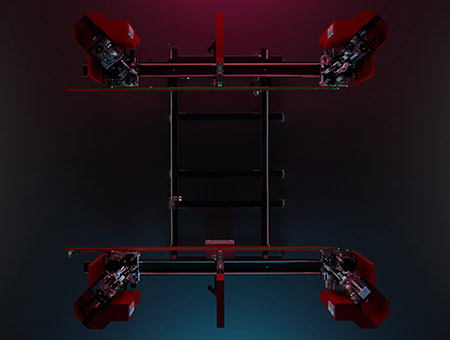
SL4 U – автоматическая четырехголовочная сварочная машина для одновременной сварки 4-х сторон ПВХ-профиля
В классических сварочных машинах сжатие профиля выполняется за счет пневмоцилиндров, что накладывает ряд технических ограничений на процесс сварки, так как сжатие выполняется с постоянным усилием, которое невозможно регулировать.
В машинах с сервоприводами сведение и сжатие профиля может контролироваться ЧПУ, что открывает принципиально новые горизонты в технологии сварки ПВХ-профиля. Например, в случае машины SL4-FS – это ускоренный (до 50%) сварочный цикл, а машина SL4-FF EVO позволяет сваривать профиль без образования наплава.
Еще одно ограничение классических машин – толщина сварного наплава. Каждое значение толщины требует фиксирующего механизма, который устанавливается на заводе. Толщина наплава указывается клиентом при заказе машины. В лучшем случае у машины будет два фиксирующих механизма под толщину в 0,2 и 2 мм.
У сервоприводных машин фиксирующий механизм не требуется и толщина наплава может регулироваться вплоть до 0 мм. Некоторые европейские производители в неравной борьбе со сварным наплавом даже пытаются на практике выставлять толщину в 0 мм, что, впрочем, не решает проблему полностью и превращает ограничительные ножи в расходный материал. (Полностью “победить” сварной наплав и избавиться от необходимости зачищать шов после сварки позволяют машины линейки SL-FF, например, SL4-FF EVO, о которой чуть ниже.)
Рассмотрим сервоприводные машины, достойные особого внимания.
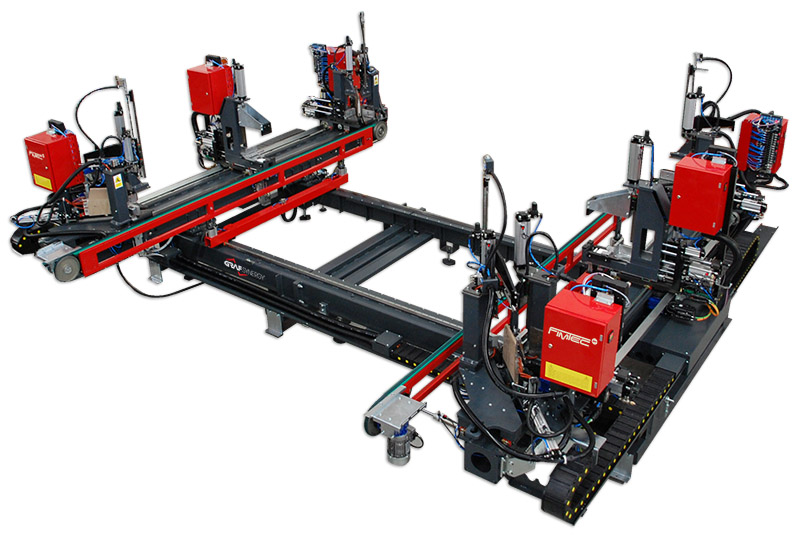
SL4-FS – высокоскоростная четырехголовочная сварочная машина, разработанная итальянской компанией-производителем оборудования для изготовления окон GRAF Synergy по запросу компании FIMTEC. Идея машины возникла в результате обратной связи с российскими производителями окон, у которых производительность цеха ограничивалась временем сварочного цикла.
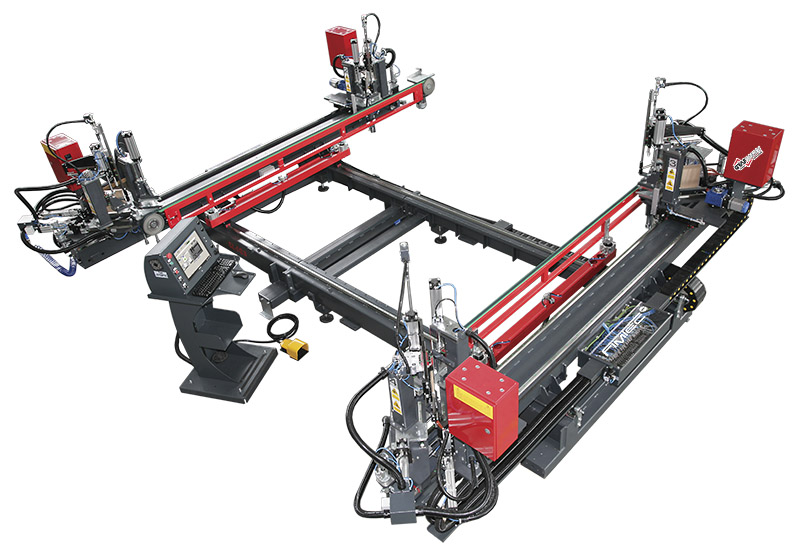
Автоматическая четырехголовочная сварочная машина SL4-FS с ускоренным сварочным циклом
За счет использования сервоприводов эта машина обеспечивает прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок. При этом быстрее не означает хуже – по прочности углового соединения SL4-FS превосходит своих четырехголовочных предшественников.
Машина оснащена семью осями с ЧПУ-управлением, системой точной программной настройки для каждого артикула профиля, машину можно программировать по DXF-чертежу. Активная система контроля свариваемого контура на всех этапах рабочего цикла и по всем осям обеспечивает высокую точность сваривания заготовок.
Сварочная машина SL4-FS имеет систему параллельного позиционирования / подачи голов, автоматическую корректировку погрешности профильных заготовок по высоте до 0,7 мм и опционально автоматическую систему перестановки толщины сварного шва.
SL4-FF EVO – уникальная сварочная машина, которая позволяет полностью отказаться от цикла последующей зачистки. ПВХ-профиль сваривается без образования наплава в угловых соединениях. Контур рамы или створки, сваренный на этой машине, не требует зачистки и иной механической обработки после цикла сваривания. Технология сварки без зачистки запатентована под торговой маркой “V-Perfect” и защищена международным законодательством об авторских правах. Этой машине и технологии в ее основе мы посвятили отдельную статью.
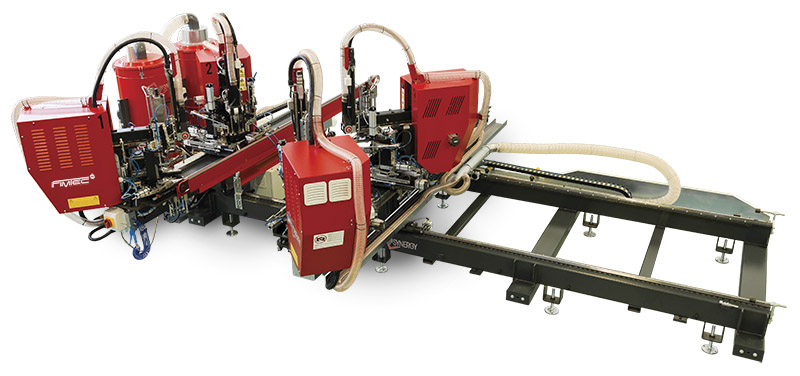
SL4-FF EVO – сварочный автомат, работающий на технологии сварки без зачистки
У SL4-FF EVO есть шестиголовочный и восьмиголовочный аналог:
SL6-TFF EVO: одновременная сварка четырех углов рамы под 45° и вваривание импоста под 90°
SL8-TFF EVO: одновременная сварка четырех углов рамы под 45° и вваривание двух импостов под 90°
В статье мы рассмотрели технологию сварки ПВХ-профиля и основные типы сварочных машин. При выборе конкретного оборудования мы рекомендуем обратить особое внимание на следующие факторы:
- Функциональность: нужны ли Вам такие функции как одновременное вваривание двух импостов, толщина шва в 0,2 мм или сварка трапеций, будете ли Вы изготавливать “бесшовные” окна.
- Производительность: для цехов с небольшой производительностью может быть достаточно одноголовочной машины, а для особо крупных производств может понадобиться десяток машин “премиум” класса.

Цех по производству ПВХ-окон производительностью 1 300 окон за смену; парк сварочных машин: SL4-FF EVO x15
- Надежность: сколько будет простаивать машина и сколько Вы будете ждать технической поддержки (и есть ли она вообще). Оценить надежность можно по производителю машины: есть ли у производителя официальный представитель (поставщик) в России, есть ли склады с запчастями и расходными материалами, будет ли оказываться поддержка за пределами гарантийного срока.
На российском рынке представлены три “серьезных” производителя сварочных машин для ПВХ: GRAF Synergy (Италия, представитель в России – FIMTEC), URBAN (Германия) и ROTOX (Германия).
- Удобство: насколько машина требовательна к оператору, насколько она автоматизирована. У многих производителей окон наблюдается большая текучка кадров в цехах, чем более автоматизирована машина, тем меньше Вы будете зависеть от одного конкретного оператора.
- Наличие системы самодиагностики: система позволяет удаленно определить причину неисправности и дать рекомендацию по ее устранению, что не раз сэкономит Вам время и деньги, так как многие неполадки можно легко и быстро устранить без вызова технического специалиста поставщика на место производства.
Наши специалисты готовы ответить на все вопросы, которые у Вас остались (или возникли) после прочтения этой статьи, и помочь Вам в выборе оборудования, независимо от масштабов вашего производства.
© FIMTEC